In een moderne plaatbewerking is buigen al lang geen op zichzelf staande bewerking meer. Het is een ketenprobleem. Als je buigprogramma pas aan de machine wordt uitgeprobeerd, dan zet je de hele flow op slot. De kantbank staat stil, de operator wordt programmeur, en de eerste onderdelen zijn in de praktijk proefstukken. Dat past niet bij een werkplaats die high mix low volume draait en die tegelijk leverbetrouwbaarheid wil vasthouden.
De stap naar Libellula.Bend is in de kern geen softwarekeuze maar een organisatiemaatregel. Je verplaatst onzekerheid weg van de machine en je maakt buigen voorspelbaar voor planning, werkvoorbereiding en calculatie. Dat is precies waar AESC sterk in is. Niet alleen leveren, maar implementeren, koppelen en zorgen dat je team het in de dagelijkse drukte ook echt gebruikt.
Real time botsingdetectie en automatische kantvolgorde als downtime killer
Wie wel eens aan de machine programmeert weet waar de tijd weglekt. Niet in het zetten zelf, maar in het zoeken naar een volgorde die fysiek past binnen je gereedschap, achteraanslag en machinekinematica. Eén verkeerde zetvolgorde betekent terug, gereedschap wisselen, stops aanpassen, en soms een onderdeel dat je opnieuw mag snijden.
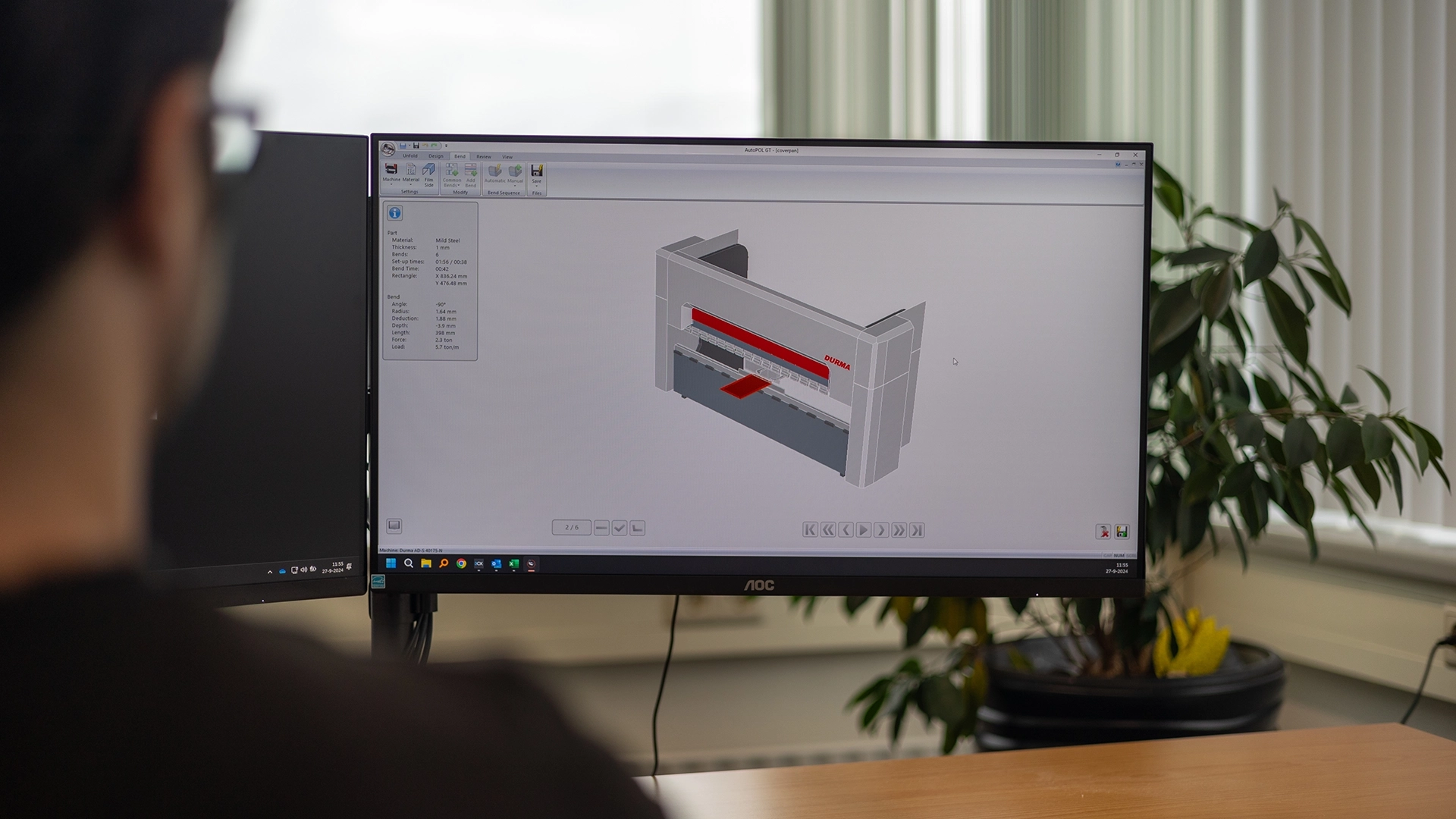
Libellula.Bend pakt dit fundamenteel anders aan. Je programmeert offline en laat de software de optimale buigvolgorde berekenen met botsingcontrole en optimalisatie van bewegingen, rotaties en verplaatsingen. Dat betekent dat je al vóór de eerste plaat de machine raakt weet of het haalbaar is met de gekozen gereedschappen en machineconfiguratie. Ook de setup wordt ondersteund doordat punches en dies automatisch kunnen worden toegewezen op basis van wat beschikbaar is en wat de machine aankan.
Het effect op downtime is tastbaar op drie punten.
- Eén, je haalt testtijd van de machine af omdat de simulatie in een 3D omgeving gebeurt zonder materiaal te verbruiken en zonder de machine te blokkeren.
- Twee, je reduceert ongeplande stilstand omdat productieproblemen eerder zichtbaar worden en niet pas bij de eerste zetting.
- Drie, je maakt werkvoorbereiding schaalbaar. Het programma wordt een reproduceerbaar artefact met duidelijke rapportage van buigvolgorde en cyclustijden richting werkplaats.
Dit is het soort digitalisering dat in de praktijk rust brengt. Minder brandjes, minder improvisatie, en een kantbank die doet waar hij voor bedoeld is, productie draaien.
Buigverlies exact berekenen en waarom je snij DXF er direct van afhankelijk is
Buigverlies is waar snijden en buigen elkaar raken. Als je uitslag niet klopt, kun je nog zo strak zetten, je eindmaat loopt weg. En in plaatwerk loopt dat zelden netjes symmetrisch weg. Het stapelt zich op in flenzen, in aanslagen, in passing op de assemblage.
In de kern praat je over drie grootheden.
- Bend allowance, de lengte die in de neutrale vezel tijdens het buigen wordt toegevoegd.
- Bend deduction, de correctie die je toepast als je vanuit buitenmaten rekent.
- De K factor, die bepaalt waar de neutrale vezel ligt als fractie van de materiaaldikte.
Een gangbare technische benadering is deze.
BA = θ × (Ri + K × t)
Waarbij BA de bend allowance is, θ de buighoek in radialen, Ri de binnenradius, t de materiaaldikte en K de K factor.
Vanuit twee flenzen met buitenlengtes L1 en L2 volgt dan voor de uitslag
FLAT = L1 + L2 + BA − 2 × OSSB
En OSSB is de outside setback die afhangt van hoek en radius, vaak
OSSB = (Ri + t) × tan(θ ÷ 2)
Wat ik hiermee wil zeggen is niet dat je in de werkvoorbereiding formules moet zitten typen. Het punt is dat de uitkomst pas klopt als je invoer klopt. Materiaaldikte is niet genoeg. De combinatie van stempelradius, matrijsopening en gekozen buigstrategie bepaalt de gerealiseerde binnenradius en daarmee de hele keten van BA en BD. AutoPOL en Libellula.Bend zijn juist gebouwd om die gereedschapsdata mee te nemen in de berekening en zo een correct uitslagpatroon te leveren dat je als DXF kunt doorzetten naar snijden.
Batchmanager als strategisch wapen in high mix low volume
High mix low volume vraagt niet om de snelste losse bewerking, maar om de meest stabiele doorstroming. De bottleneck verschuift continu. Vandaag is het snijden, morgen is het buigen, overmorgen is het intern transport of het ontbreken van het juiste gereedschap op het juiste moment.
Daarom is de Batchmanager gedachte zo krachtig. Niet denken in losse programma’s, maar in een geplande stroom van taken die je slim kunt groeperen op set ups, gereedschap, materiaal, en leverdatum.
Binnen het Libellula ecosysteem zie je dit terug in JobSHOP met mod.MANAGER voor het queuen en beheren van bewerkingsrijen per machine, inclusief multi machine workload monitoring en realtime bijsturen van de volgorde. Het systeem is expliciet bedoeld om de volledige stap van job generation tot programmeervoorbereiding en intelligente multi machine queue management te ondersteunen.
Integratie met Calculate voor maakbaarheid en kanttijden in je offerteproces
Als je offertes maakt op basis van ervaring alleen, dan verkoop je risico. Zeker bij plaatwerk met veel zettingen en variatie in flenzen, radii en gereedschap. De oplossing is niet een nog dikkere Excel, maar een digitale keten waarin geometrie en procesdata direct leiden tot een maakbaarheidscheck en een realistische tijd.
Calculate is ontwikkeld om geometrie uit 2D en 3D te analyseren en materiaal, bewerkingen en doorlooptijden door te rekenen. En belangrijker, Calculate is te koppelen aan ERP en kan volledig naar eigen wens worden ingericht, zodat je je eigen rekenregels en kostdrivers kunt borgen.
De stap die voor productieleiding het verschil maakt is de koppeling naar MKG. In de praktijk betekent dit dat calculaties vanuit Calculate direct kunnen worden omgezet naar offertes, stuklijstregels of orders in MKG, zonder dubbele invoer en met minder kans op typefouten.
Waarom AESC hier het verschil maakt
Software kun je overal kopen. Een werkende keten niet.
AESC wordt door klanten juist gewaardeerd omdat we niet alleen de software begrijpen, maar ook hoe die past in het productieproces en hoe systemen op elkaar moeten aansluiten. We leveren het traject van implementatie en koppelingen en support en training, met engineers die de praktijktaal spreken.
Als je de stap wilt maken van programmeren aan de machine naar volledig offline buigen, dan is mijn advies simpel. Begin niet met functies, begin met je proces.
Zet je gereedschapsbibliotheek op orde. Leg vast hoe je buigverlies rekent per materiaal en per gereedschapfamilie. Richt je werkvoorbereiding zo in dat de kantbank alleen nog programma’s uitvoert. En koppel je calculatie en ERP zodat planning en verkoop dezelfde data gebruiken.
Daarmee haal je stilstand uit je kantbank, variatie uit je kwaliteit en ruis uit je organisatie. Dat is geen marketingpraat, dat is werkplaatswinst.